


摘要
奥地利一家造纸厂成功实施了内部油况监测(OCM)系统,以加强预测性维护并最大限度地减少设备故障。通过升级到eralab OCM,一个具有先进分析仪和集中软件的综合解决方案,该设施提高了采样效率,数据准确性和维护响应时间。结构化的分层资产组织和基于QR码的跟踪简化了从计划、取样到测量和纠正措施的油液分析过程。自动警报、历史趋势分析和主动决策大大减少了停机时间,提高了设备寿命。本案例研究重点阐述了运营层面与战略层面的双重收益,展示了数字集成和实时数据访问如何提高工业维护的可靠性、效率和可持续性。具体的调查结果和实际案例已经充分说明了这项投资的收益与实用价值。
1. 引言
在工业环境中,通过油质监测来进行预测性维护这一做法的必要性和益处是毋庸置疑的。众多服务提供商和专家能够为工业公司提供支持,协助其完成从数据分析到采取相应行动等各个环节的工作。此外,工业企业也可以自行承担部分或整个过程的责任。
通过将油液状况监测工作内部化,企业能够立即获得监测结果,从而避免了与外部供应商合作所产生的延误,并能够迅速应对出现的维护问题,有效防止因停机和中断造成的高昂损失。
内部进行油液状况监测的另一个好处在于,它有助于维护团队中培养技能提升与知识留存的文化氛围。通过培训员工进行油液状况监测,公司能够促进对设备状况的更深入理解,并鼓励团队内部采取主动维护措施。这种方法不仅能够提高保密性,而且还能提高数据完整性,但也确保一个可持续的,自包含的维护策略的适应和发展,以满足组织的需要。在后续章节中,将通过一个具体的案例研究来展示一套切实可行的解决方案。
2. 工业厂房介绍
所讨论的造纸厂拥有百年的造纸历史。 公司专业生产高品质的多层涂布精美纸和标签纸,服务于全球优质出版物。每年它生产大量的纸张和纸浆供内部使用。

图1: 造纸机的范例
总的来说,这家造纸厂体现了历史经验与现代创新的完美结合,对当地经济和环境可持续发展都做出了重要贡献。
从可持续性和可靠性的角度来看,一个由多名专业人员组成的团队非常重视主动评估系统的状况。除了评估振动数据并记录系统的技术状况外,油质监测这一主题多年来也一直是工作的重中之重。
整个站点几乎被一个层次结构中的100,000个对象构成。划分为7个不同的层级水平,可证明是足够的:
• 组织 (7)
• 部门 (6)
• 站点 (5)
• 位置 (4)
• 资产 (3)
• 部件 (2)
• 采样点 (1)
最低级别的“采样点”(SP)是进行潜在油样采集以及存储测量数据的地点。该类别中大约有 65,000 个采样对象。每隔 6 至 12 个月,会在 500 个采样点定期采集油样。这些采样活动共分为 9 次测量行动,同时还安排了采样顺序、职责以及所需的测量参数。
自 2010 年起就已有了一个技术解决方案。2024 年底,该方案进行了升级,采用了eralab OCM系统,这是一款由位于奥地利维也纳的实验室分析仪制造商 eralytics GmbH 开发并推广的油液监测系统。
更具体地说,目前正在使用的分析工具共有四个,还有一个软件解决方案:
eraspec oil - 一款便携式傅里叶变换红外光谱润滑剂分析仪,可实现对油的老化和化学状况(如氧化、硝化和含水量)等重要参数的全自动测定。通过预先设定的化学计量模型,可以预测总酸值(TAN)和总碱值(TBN)。造纸厂中工业润滑剂的应用主要集中在对总酸值(TAN)的预测上。为了优化这个化学计量模型,我们添加了 20 个已知参考值的样本。
eravisc X - 这款紧凑且坚固的运动粘度计适用于在 15°C 至 100°C 的任何温度范围内测试高精度的运动粘度和密度。在这种情况下,样品主要在 40°C 下进行测量,但在某些情况下还会测定粘度指数(VI)。
eraoil - 一款独立式的旋转盘电极光谱仪(RDE-OES),用于分析各种运行液体中的磨损金属、添加剂和污染物,例如润滑油、燃料、冷却液、工艺用水等。
对于当前的应用,确定了 26 种典型元素,其最大浓度为 1000ppm。在 1ppm 范围内的典型检测限(LOD)也完全足以满足实际需求。
eracount XS - 这是一款符合国际标准的 ISO 4406 型激光粒子计数器,能够以实验室级的精度对相对少量的样本进行测量。
eratest ferro - 一款用于测定润滑油/脂中铁磁性磨损颗粒总含量的铁质碎屑分析仪。
erasoft OCM - 这款软件旨在为操作人员提供技术设施管理、运营和维护方面的关键支持。在预防性维护方面,油质监测尤为重要。该软件已在多个本地客户处安装,并且数据库存放在中央服务器上,还会定期进行备份。已定义了不同的用户级别,以实现用户特定的访问权限。

图 2: 用于内部油况监测的eralab OCM分析仪
5. 数据迁移
仪器此前检测所获得的全部现有数据被完整采用,并包括了以下类别的内容:
• 有关对象和主数据的信息,包括其架构
• 包含采样点分配的测量活动
• 以数字形式记录测量数据的历史样本
• 以 PDF 格式呈现的历史测量报告
数据的传输是以逗号分隔的文本文件(CSV)以及通过微软™ Excel 文件的形式进行的。将数据导入数据库是通过借助微软™ Excel 中名为“Power Query”的功能生成 SQL 命令来完成的。此功能遵循“提取、转换、加载(ETL)流程”,并能够使用“M”脚本语言将各种数据转换为所需且结构化的形式。ETL 流程是可重复的,并且可以轻松进行调整。因此,数据直接被导入数据库,而 PDF 文件则通过相对路径进行链接。
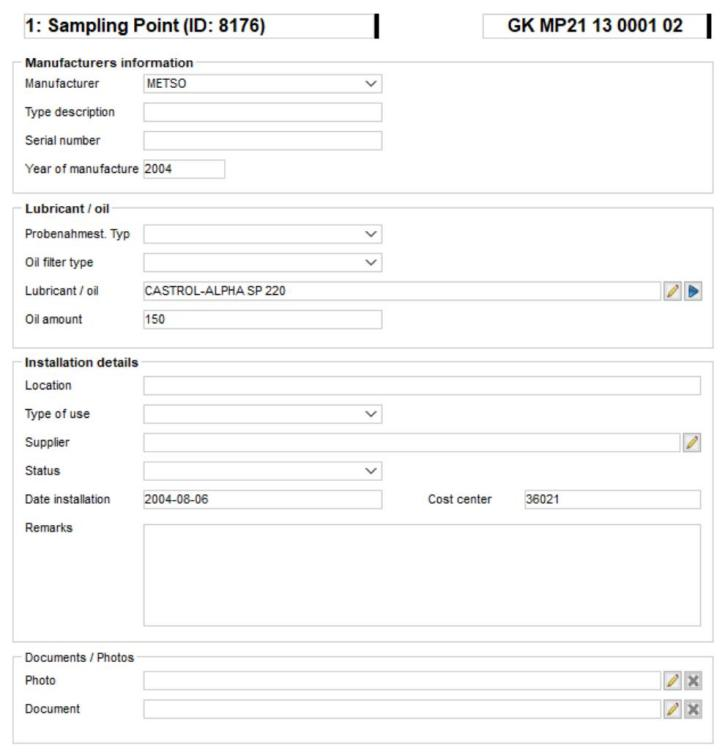
图3: “Gearbox S2BV - 400JP” - 采样点(SP)示例。
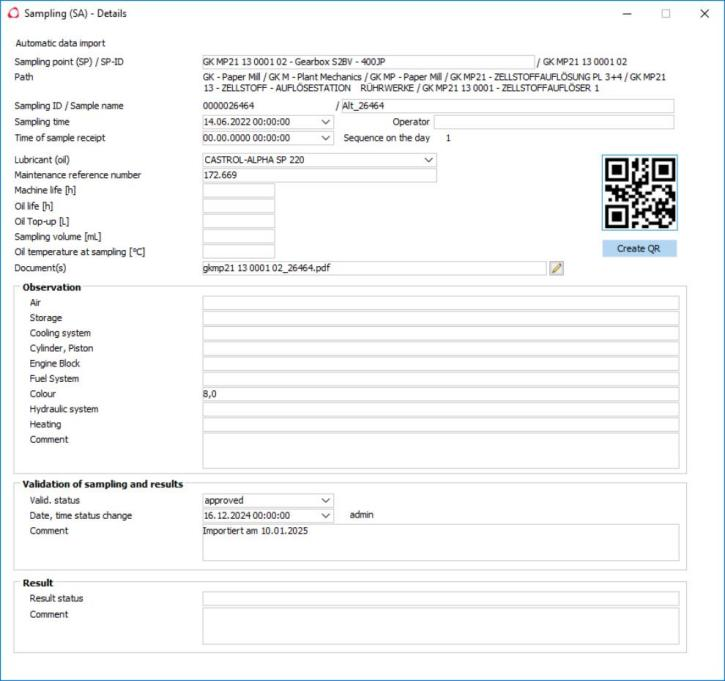
Figure 4: “Gearbox S2BV - 400JP” - 2022年6月14日的样本示例,包含基本数据和历史PDF报告的链接.
6. 油液态监测(OCM)过程
这家造纸厂采用了一种常见的流程,从规划抽样开始,到根据最新的结果(包括历史数据和最新的油品信息)来确定行动方案。
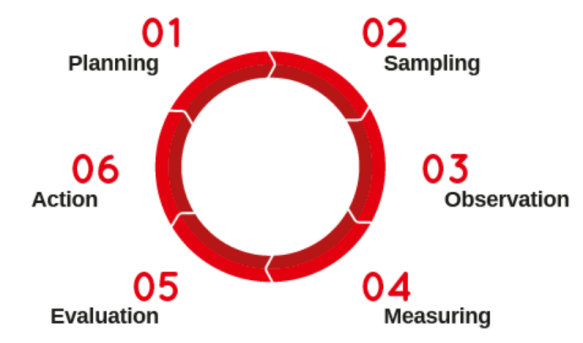
图 5: 油液状态监测过程
6.1. Planning (01) 规划
规划工作通过九次测量活动来完成,在这些活动中,各个采样点的布置会根据预定的时间、责任和频率等因素进行安排。针对每个采样点,都会确定必要的测量参数,这些参数随后可以通过有关未完成测量的查询来显示出来。
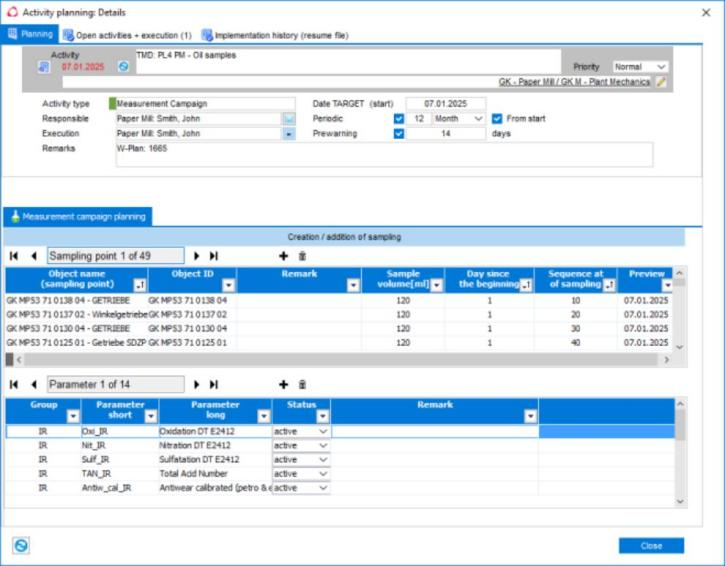
图 6: 一个“测量活动”的例子,其中列出了SP采样点
6.2. Sampling (02) 采样
如果需要进行测量活动,负责的操作人员将会通过电子邮件或软件收到通知。会自动生成初始样本,带有新的 10 位采样编号及其对应的二维码。瓶子上的采样标签可以打印出来,或者也可使用采样表格作为选项,在采样过程中记录任何必要的信息。

图 7: 带有样品ID和QR码的标签
6.3. Observation (03) 观察
整个采样过程还由一台移动设备来支持,该设备与数据库同步。这使得操作人员能够识别样本类型,并直接在该移动设备上收集信息和进行观察。整个过程通过一个可以逐步填写的列表来进行。在采样过程结束时,移动设备提供拍摄样本瓶和瓶盖的选项。一旦移动设备获得网络连接,所有数据就会在移动应用程序和数据库之间进行同步。这意味着在工厂移动设备也可以在离线状态下使用。
6.4. Measurements (04) 测量
一旦样品进入实验室,就可以在测量设备上进行测量。对所有样品都会测定红外光谱和运动粘度。通常会对液压油进行颗粒计数,对齿轮箱进行铁磁性磨损检测。使用 RDE-OES 测定存在的元素并非自动进行,而是基于事件驱动的方式。测量结果与样品之间的关联是通过样本 ID 来实现的。因此,在进行测量之前,需要使用条形码扫描仪扫描样品瓶上的QR码,以便在仪器上进行操作。

图 8: 配有单独的条形码扫描器的eravisc X 和eratest ferro
在进行测量数据处理的过程中,可以利用查询功能来检查哪些预定的测量项目尚未完成。
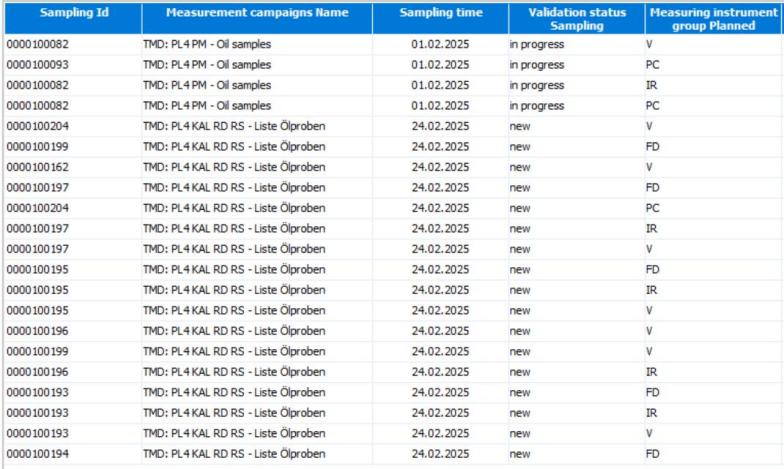
图 9: 仍需进行测量的样品参数组(仪器)清单 。
6.5. Evaluation (5) 评估
在所有测量完成后,操作人员会审查所收集的数据集。如果所有所需的样本都已进行评估,将会生成报告;若未完成评估,则会在数据窗口中直接检查测量数据。
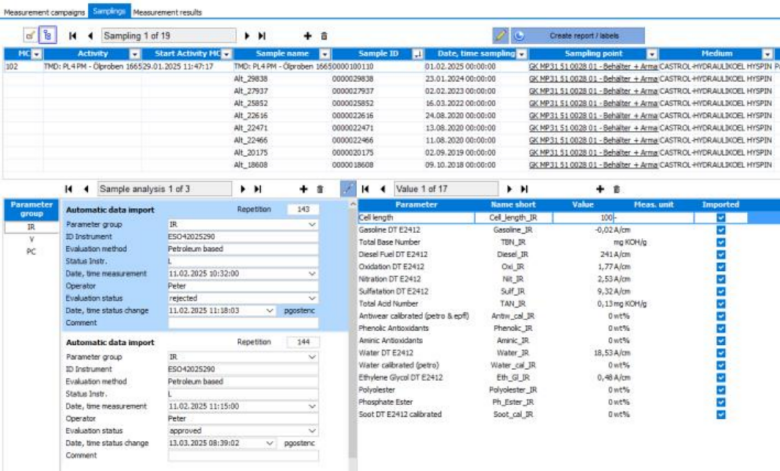
图 10: 红外光谱测量数据具有不同的评价状态。
此时,报告通常会与历史数据以及来自新油的参考值一同打印出来。根据数据库中可获取的数据,会按需生成一份报告。如果数值超过任何警告或错误阈值,就会用特定颜色标示出相应的单元格。
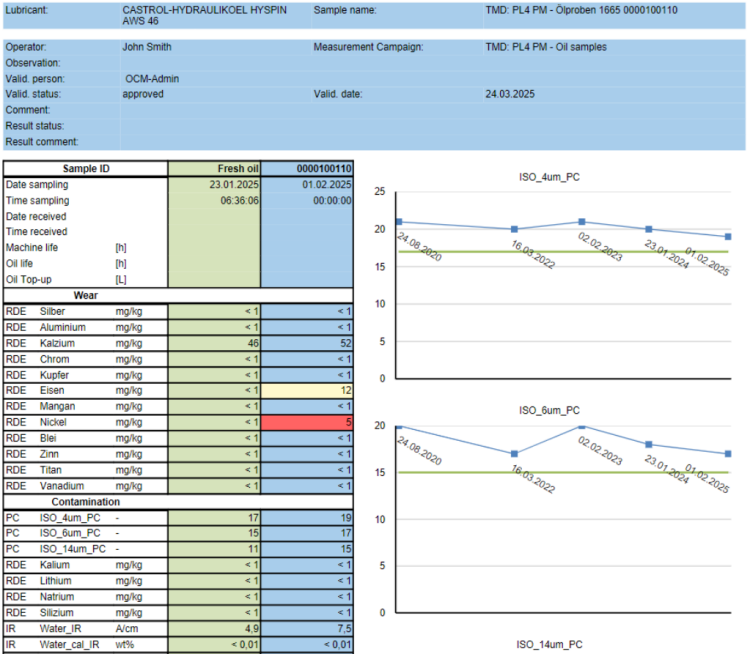
图 9: 典型报告的一部分,以图表形式显示新油和历史数据
6.6. Actions (6) 操作
在油液状况监测流程的最后一步,会明确具体的操作步骤。基于所有可用的信息和测量数据,操作人员会为该部件或资产确定相应的纠正措施。通过一个选择列表,某些类别的活动会在采样点级别进行记录。
最后,操作人员可以安排诸如“更换机油”等特定操作,交由相关专业人员执行,并通过电子邮件和软件应用程序进行通知。
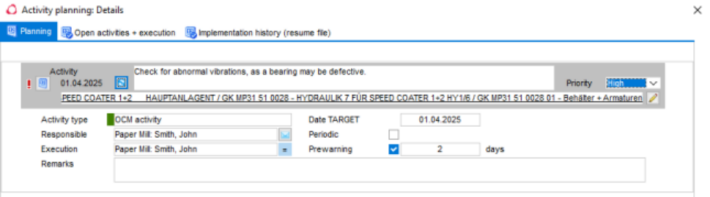
图 11: 与特定对象(包括职责)相关联的活动的定义
活动结束后并被标记为已完成之后,它就会被存入实施历史记录中,以供日后参考。
7. 具体实例
7.1. 液压装置用错了油
对于一个液压系统——滚转转移系统,其油箱容量约为 250 升,经检测发现,一名维修人员误加了错误的油液。
使用 eravisc X 时测得的 46 mm2/s的运动粘度数值与所需的 ISO VG 32 粘度等级不符。因此,需要进行一次新的换油操作。

图 12: 液压系统——滚转转移系统
7.2. 一个轴承带有缺陷的特殊轧辊
在常规采样周期之外,对一个用于冷却、液压系统以及作为Nipco-Roll辊筒一部分的润滑装置的大型液压油储罐中的油样进行了金属颗粒检测。已经确认存在可能的磨损损伤,但技术人员还想了解铜质轴承是否也会受到磨损的影响。通过使用 RDE-OES(eraoil)进行元素分析,结果显示铜含量增加了 59ppm,锌含量增加了 44ppm,由此可以明确得出结论,铜质轴承受到了磨损损伤的影响。

图 13: 作为Nipco-Roll辊筒一部分,用于冷却和轴承润滑的液压系统
7.3. 液压油中含水量升高
所有样本均由造纸厂的专家使用傅里叶变换红外光谱仪(FTIR,eraspec oil)进行分析,以此作为标准。这一操作还针对涂布机的翼型系统液压油进行了,作为为期 12 个月的常规检查的一部分。常规分析显示,根据 ASTM D2412 标准,水分含量增加了 0.39 wt%,即 53.8 A/cm²。在后续活动中,必须检查系统的密封件,并在必要时对润滑剂进行干燥处理。

图 14: 翼型系统的液压系统
8. 结论
在一家奥地利造纸厂实施了一套先进的内部油状况监测(OCM)系统,这一举措已被证明是实现预测性维护的实用且有效的方法。通过升级到 eralab OCM 系统,该工厂成功地增强了其检测和解决润滑系统潜在故障的能力,从而提高了运营效率、减少了停机时间,并延长了设备的使用寿命。
通过资产的结构化分层级组织,以及将五台最先进的分析仪与集中式的 erasoft OCM 软件解决方案相结合,确保了数据的无缝采集、处理和分析。自动采样过程、基于QR码的追踪、移动设备辅助的观察以及同步数据库提高了可靠性与准确性,最大限度地减少了人为错误。此外,基于 ETL 的数据迁移使得从之前的系统过渡变得顺畅,同时保持了历史数据的完整性。
OCM 工作流程,从规划和采样到评估和纠正措施,确保了油分析的系统性方法。自动化警报、颜色编码报告以及趋势评估功能使维护团队能够高效地基于数据做出决策。此外,通过整合历史和最新的油品数据,该系统能够进行更准确的状况评估和趋势分析,从而形成主动的维护策略,而非被动的干预措施。
总之,这个案例研究表明,借助先进的分析仪器和数字集成,企业内部开展油品状况监测,带来了显著的运营效益。
这种方法不仅提高了工业流程的可靠性和可持续性,还培养了维护团队的技术专业素养,确保了长期的适应能力和性能优化。
作者:Thomas Feischl (业务发展总监) | 奥地利维也纳 eralytics GmbH 公司 | feischl@eralytics.com
